Wrzesień 2012 r., zakład produkcyjny w Curitiba (Brazylia), pierwszy dzień wizyty w jednym z wielu zakładów Grupy rozsianych na 4 różnych kontynentach. Wraz z moim przewodnikiem – dyrektorem produkcji – zwiedzamy cały zakład. Przechodząc przez halę produkcyjną, kątem oka skanuję wszystko, co dzieje się w promieniu kilkunastu metrów ode mnie: organizacja stanowisk, przepływ materiałów, dodawanie wartości oraz obsługa strat przez pracowników produkcji. Automatycznie w głowie dokonuję porównań do najlepszych praktyk i standardów wypracowanych w naszej Grupie. Porównanie to nie wypada korzystnie dla wizytowanego zakładu.
Operacje, które standardowo są wykonywane przez 1 operatora (z dalszym potencjałem do poprawy), w brazylijskim zakładzie wykonywało od 2 do 4 operatorów, wysoki poziom buforów międzyoperacyjnych, przepływ materiałów między poszczególnymi operacjami niejasny i niezrozumiały, wymuszający na operatorach ciągłe chodzenie z kilkoma sztukami wyrobu w rękach. Wszechobecna MUDA. W głowie rodzi mi się pytanie, czy mój gospodarz-przewodnik widzi to samo, co ja? Starając się być dyplomatą (wciąż się tego uczę) i zdając sobie sprawę jak ważne jest budowanie dobrych relacji z zespołem, z którym mam działać tu na miejscu i reorganizować zakład, zadaję bardzo grzecznie pytanie:
Ja: Silvio, jaką osiągacie dziś efektywność?
Efektywność=(standardowy czas operacji x liczba szt. wyprodukowanych) / (czas pracy operatorów produkcji bezpośredniej)
Silvio: średnio to 120%
Ja: Ile?!?
Pytam ponownie udając, że nie dosłyszałem przez otaczający nas hałas dobiegający z otoczenia.
Silvio: 120%!
Ja: A jak wyznaczacie tą wartość?
Silvio: Jak wykonamy 100% planu to mamy 100% efektywności, a jak 120% planu to wówczas mamy 120%.
Ja: …?!?
Potwierdził się czarny scenariusz: brak standardu wyliczania efektywności. Z dalszej rozmowy ustaliłem dodatkowo, że wyliczenie efektywności zgodnie z obowiązującym w Grupie standardem nie jest możliwe ze względu na brak czasów standardowych operacji – marszruty nie są opomiarowane.
Jak więc rozpocząć naszą wspólną podróż w kierunku poprawy, skoro nie wiemy, gdzie jesteśmy?
Jak zaplanować trasę z punktu A do punktu B, jeżeli baza startowa, czyli punkt A jest niewiadomą?
Wszystkie współczesne urządzenia GPS, jeżeli nie ustalą obecnej pozycji, to nie wskażą drogi do celu. Tradycyjne metody (mapa) także na nic się zdadzą bez określenia, gdzie jesteśmy.
To samo się tyczy narzędzia, którym się posługuję w codziennej praktyce konsultanta i które to narzędzie zamierzałem użyć podczas wizyty w brazylijskim zakładzie, a więc raportu A3 (metodyczne rozwiązywanie problemów). W pierwszym kroku raport ten determinuje zdefiniowanie problemu w obszarze 3 grup (Rys. 1):
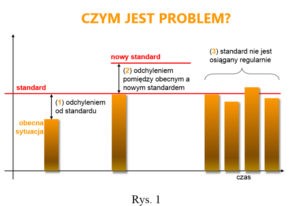 Dla wszystkich tych 3 grup punktem odniesienia jest standard.
Dla wszystkich tych 3 grup punktem odniesienia jest standard.
Brak standardu w każdej z wyżej przedstawionych grup uniemożliwia wykonanie kontrolowanego, mierzalnego i policzalnego kroku w kierunku poprawy. Jest to niezbędny warunek weryfikacji skuteczności i efektywności podjętych działań. Toyota doskonale zdawała sobie sprawę z wagi standardów. Guru i jeden z głównych autorów TPS mawiał:
 „Bez standardu nie ma kaizen”
„Bez standardu nie ma kaizen”
Taiichi Ohno
Taichi Ohno
Założyciel Toyota Production System
Czym właściwie jest ów standard?
Standard to nic innego jak wspólnie wypracowana, zweryfikowana i zapisana metoda realizacji określonej operacji (np. operacji produkcyjnej). Metoda ta nie tylko jest zapisana w zakładowej dokumentacji (np. w postaci instrukcji stanowiskowej), ale przede wszystkim jest praktykowana i przestrzegana przez pracowników w codziennej pracy.
Co zrobić, aby metoda ta była za każdym razem respektowana, w takiej samej sekwencji, w niemalże identycznym czasie cyklu, w ciągle zmieniających się warunkach pracy (zmiany asortymentu, produktu, nowe stanowiska, zmiany projektowe, rotacja pracowników), a jednocześnie nie stała się ograniczeniem – kajdankami dla rozwoju nowych lepszych standardów?
Tu z pomocą przyszedł nam program TWI (Training Within Industry). Program zainicjowany przez Departament Obrony USA, którego celem było utrzymanie a nawet zwiększenie wysiłku na rzecz zbrojeń podczas I i II Wojny Światowej w obliczu wcielenia ogromnej rzeszy mężczyzn do armii, którzy wcześniej w głównej mierze zasilali zakłady produkcyjne. Ich miejsce musiały zająć kobiety, urzędnicy i bezrobotni, a więc ludzie, którzy na co dzień nie mieli nic wspólnego z produkcją.
Misja programu TWI:
 Wspomóc przemysł, aby pomógł sam sobie i był w stanie wyprodukować więcej produktów niż kiedykolwiek dotąd, jednocześnie stale przyspieszając produkcję
Wspomóc przemysł, aby pomógł sam sobie i był w stanie wyprodukować więcej produktów niż kiedykolwiek dotąd, jednocześnie stale przyspieszając produkcję
„The real job had to be done by industry, within industry”
Pod koniec wojny, w sumie ponad 6 mln pracowników z około 16.5 tyś zakładów zostało przeszkolonych z technik TWI
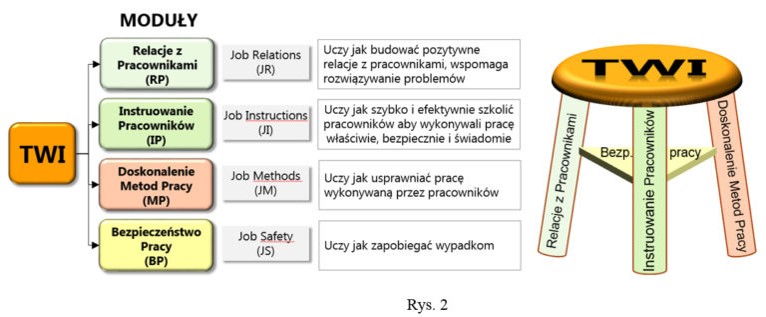
Program TWI składa się z 4 głównych modułów (Rys. 2) i często przedstawiany jest w postaci stołka z 3 nogami (RP, IP, MP) spinanymi modułem BP:
 Program TWI przyniósł Amerykanom wymierne korzyści, z 600 zakładów monitorowanych w ramach projektu TWI w okresie wojny (Rys. 3):
Program TWI przyniósł Amerykanom wymierne korzyści, z 600 zakładów monitorowanych w ramach projektu TWI w okresie wojny (Rys. 3):
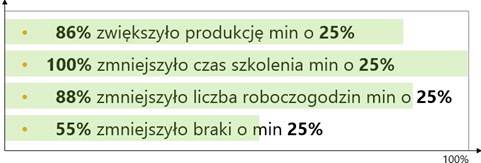 Rys. 3
Rys. 3
Na potrzeby pierwszego kroku w zakładzie brazylijskim, w celu rozwiązania problemu z ustaleniem efektywności stanu zerowego (punkt A), wykorzystaliśmy przede wszystkim moduł IP (Instruowanie Pracowników). Pozwoliło nam to ustalić standard wykonywania operacji produkcyjnych i sprawnie przeszkolić operatorów, co w połączeniu z opomiarowaniem tych operacji (analiza czasu) doprowadziło nas do wyznaczenia standardowych czasów operacji produkcyjnych. Praca całego zespołu była wytężona i trwała 2 tygodnie. W tym czasie wyznaczyliśmy standardy dla około 80% aktywnych operacji stosując zasadę pareto. Stąd już była prosta droga do wyznaczenia efektywności początkowej, która jak się okazało nie wynosiła 100-120%, lecz zaledwie 40%.
Krok ten był niezbędny, aby rozpocząć proces reorganizacji zakładu, który we wzmożonej formie trwał około 2 lat, a w efekcie końcowym doprowadził do wzrostu efektywności z poziomu 40% do 85% (wyliczonej zgodnie z grupowym standardem).
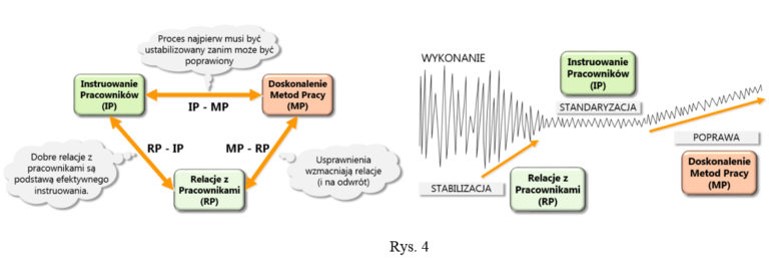
W osiągnięciu tego celu wykorzystaliśmy nie tylko moduł IP, ale również (w późniejszym okresie) pozostałe moduły, a w szczególności: RP (Relacje z Pracownikami) i MP (doskonalenie Metod Pracy). Zdawaliśmy sobie doskonale sprawę ze wzajemnego powiązania tych 3 głównych modułów, które wykorzystane razem pozwalają zmaksymalizować efekt (Rys.4).
 W ten sposób wypracowaliśmy klucz do efektywnej poprawy bez efektu regresji. Korzystając z nabytych doświadczeń, w wielu projektach naszą drogę usprawniania organizacji rozpoczynamy od TWI, jako podstawy i bazy rozpoczynającej się podróży (określenie punktu startowego A).
W ten sposób wypracowaliśmy klucz do efektywnej poprawy bez efektu regresji. Korzystając z nabytych doświadczeń, w wielu projektach naszą drogę usprawniania organizacji rozpoczynamy od TWI, jako podstawy i bazy rozpoczynającej się podróży (określenie punktu startowego A).
„TWI jest dziś często określane, jako ludzka twarz odchudzonej produkcji i niewątpliwie na takie miano zasługuje.”